
Motorinstandsetzung Zündapp KS 750
Kurz und knapp
Im Detail

Anschließend wurden die benötigten Ersatzteile beschafft:
- Kurbelwelle komplett
- Kolben komplett
- Zylinder komplett
- Schwungrad
- Alle Lager
- Neue Dichtungen
- Neue Ölpumpe
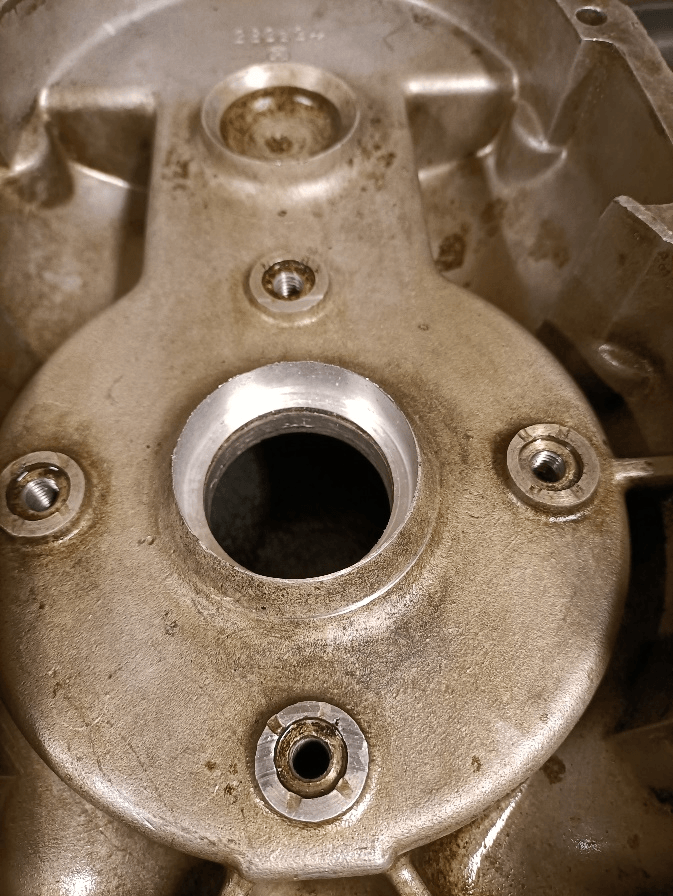
Die Stützlageraufnahme im Stirndeckel wurde auf Normteilemaß umgefertigt ( 47 mm ):
Ein Zündkerzengewinde im Zylinderkopf wurde mit einer neuen Buchse versehen. Alle Dichtflächen sind gereinigt, Ölkanäle und Leitungen auf Freigängigkeit geprüft.
Pleuel sind zur Probe auf die Kurbelwelle aufgesetzt worden und zur Einbaulage gekennzeichnet.
Die Lager im Lagerschild Schwungrad-seitig wurden aufwändig eingepasst - das Passmaß erwies sich als zu stramm für den Lagerfreilauf. Die Sitzfläche wurde im Schleifverfahren und durch Lagerbewegung im Sitz aufwändig angepasst.
Die Nut für den Sicherungsring ist in der Vergangenheit - warum auch immer - auf 5 mm erweitert worden. Da trotzdem genügend Platz für den Wellendichtring ist, wurde diese übergroße Nut mit 2 Sicherungsringen gefüllt. Wobei ein Ring entsprechend auf das Füllmaß gefertigt werden musste.
Anschließend wurde die neue Kurbelwelle in das Gehäuse zur Probe eingesetzt. Der Freilauf des Ölschleuderbleches der Kurbelwelle zum/im Gehäuse war nicht gegeben, dies wurde mit Farbkennzeichnungen eruiert (3x musste dieser Vorgang bis zum Freilauf der Kurbelwelle zum/im Gehäuse wiederholt werden, aus dem Gehäuse wurde entsprechend Material im Fräsverfahren abgetragen). Das vordere Kurbelwellen-Lager wurde im Gehäuse eingesetzt, der Sicherungsring auf Motorgehäusenut 2,3 mm Stärke
angepasst, das Lager zum Sicherungsring mit Ausgleichsscheiben auf Maß 1,25 mm ausgeglichen.
Das Schwungrad wurde zur Probe aufgesetzt und handfest angezogen. Beim Abnehmen hat sich das Gewinde M24x1,5 mm der neuen Kurbelwelle „aufgelöst“, d. h. die Kurbelwelle wieder komplett entnehmen und zerlegen und eine Gewindeinstandsetzung starten ( sehr aufwändig, weil die Kurbelwelle und auch das Gewinde durchgehärtet sind). Bearbeitungen sind nur im Schleifverfahren möglich, das zerstörte Gewinde wurde auf 18,5 mm runter geschliffen, ein Schweißschutzblech angefertigt, hochwertiges Material im
Schweißverfahren aufgetragen, auf Maß in der Drehbank gedreht und ein neues Gewinde M24x1,5 mm geschnitten:


Anschließend wurde das Schwungrad wieder aufgesetzt. Das Sicherungsblech wurde weggelassen, um einen maximalen Sitz der Mutter zu erzielen (daher mit Sicherungsmittel versehen), Passfeder/Keil angepasst.
Die Mutter zur Befestigung vom Stirnrad auf die Kurbelwelle aufgepasst ( auch M24x1,5mm ), dieses Gewinde auf der Kurbelwelle etwas im Übermaß. Das Stirnrad auf Kurbelwelle / Passfeder angepasst, 6 mm hoch; altes Sicherungsblech aufgearbeitet.
Das Nockenwellenrad mit neuer Mutter befestigt, altes Sicherungsblech aufgearbeitet.
Die neu bestellte Zahnrad-Ölpumpe wurde aufgeschraubt. Dazu wurden 4 neue Schrauben gefertigt ( M5 Schlitz ).
Für die Stirndeckelaufnahme habe ich 4 Stehbolzen M10 in der Festigkeit 10.9 ( hochfest ! ) angefertigt und auf die maximale Gewindelochlänge angepasst (inkl. 2 Muttern M10 SW14).
Kolben und Kolbenbolzen wurden vermessen. Es handelt sich um deaxiale Kolbenbolzenaufnahmen, d. h. der Kolbenbolzen ist außermittig. Somit ist die Einbaulage zwingend zu beachten!
Die Kolben stehen links und rechts 3 mm über den Zylinder im OT-Stand über, haben jedoch genug Materialstärke, so dass 3 mm vom Kolbenboden abgenommen werden konnten.
Die Kolben wurden mit 2 Verdichtungsringen und einem Ölabstreifring verbaut. Der dritte Verdichtungsring wurde aus Gründen der Zylinderschonung/Verschleißminderung nicht verbaut ( diese Erkenntnis ist aus dem Motorsport hervorgegangen, dass maximal 2 Verdichtungsringe völlig genügen - bei kleinen und schnell laufenden Motoren wird nur noch mit einem Kolbenring gefahren ).
Der Zylinder links ist ohne Schmierbohrung gefertigt, hier wird das Kolbenhemd unter dem Ölabstreifring im unteren Totpunkt mit im Motorgehäuse ablaufendem Spritzöl gekühlt und geschmiert. Der rechte Zylinder benötigt diese Bohrung nicht, weil konstruktiv bedingt durch die im Überschuss arbeitende Ölversorgung der Kurbelwelle der rechte Zylinder mit Spritzöl reichlich versorgt ist. Eine Schmierbohrung im linken Zylinder wurde vermessen und eingefräst:

Abschließend der Zusammenbau:
- Kolben, Zylinder, Köpfe mit Stößelstangen zur Probe der Freigängigkeit der Ventile aufgesetzt
- Ventilspiel eingestellt, Motor mehrfach durchgedreht, Ventile laufen frei/stoßen nicht auf den Kolben auf
- Stirndeckel aufgesetzt, nur handfest, weil die Gummibuchsen mit der Führungshülse noch eingepresst werden müssen
- Distanzbuchse für das Stützlager zwischen Kurbelwelle und Lager 25x47x12 gefertigt, somit wird das Sondermaß 21,8 mm der Kurbelwelle umgangen
- Ölwanne zum Transport nur angesetzt ( Ölfilter und Dichtung wird vom Kunden selbst verbaut )
Der fertige Motor:

